Automatisierung & Künstliche Intelligenz für zerstörungsfreie Prüfungen (ZfP) und industrielle Inspektionen. Made in Germany 🇩🇪
+49 234 54506170
contact@sentin.ai
Menü
Automatisierung und Künstliche Intelligenz
für zerstörungsfreie Prüfungen und industrielle Inspektionen.
Wir glauben, dass die digitale Transformation und Technologien wie KI der Schlüssel zum Erreichen dieses Ziels sind, da sie das Wissen vieler Prüfer kombinieren und Entscheidungen in weniger als einer Sekunde treffen können.
Prüfungen & Inspektionen sind in einer Vielzahl von Branchen erforderlich, von der Schwerindustrie bis zur E-Mobilität. Das Hauptaugenmerk liegt dabei auf der zerstörungsfreien Prüfung, die nicht nur Qualitätsschwankungen und Reklamationen verhindert, sondern auch das notwendige Maß an Sicherheit gewährleistet. Leider sind die Prüfergebnisse nicht immer eindeutig. Deshalb prüfen meist mehrere Augenpaare, ob alles mit rechten Dingen zugeht, oder man holt sich eine zweite Meinung von einem Kollegen ein.
Doch gerade dieser Prozess wird in vielen Unternehmen schnell zum Engpass, denn oft sind sowohl das Prüfpersonal als auch die Prüfdienstleister extrem ausgelastet.
Deshalb bieten wir unseren Kunden Softwarelösungen an, mit denen sie ihre Prüfprozesse automatisieren oder verbessern können. Wir sind davon überzeugt, dass eine Auswertung durch einen Computer – ob allein oder als Assistenzsystem – die Sicherheit, Genauigkeit und Geschwindigkeit der Auswertung erhöhen kann.
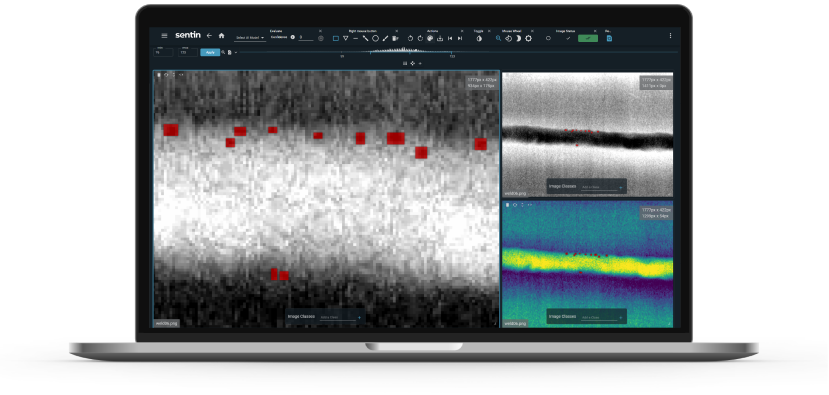
Diese KI ist 94.4% schneller. *
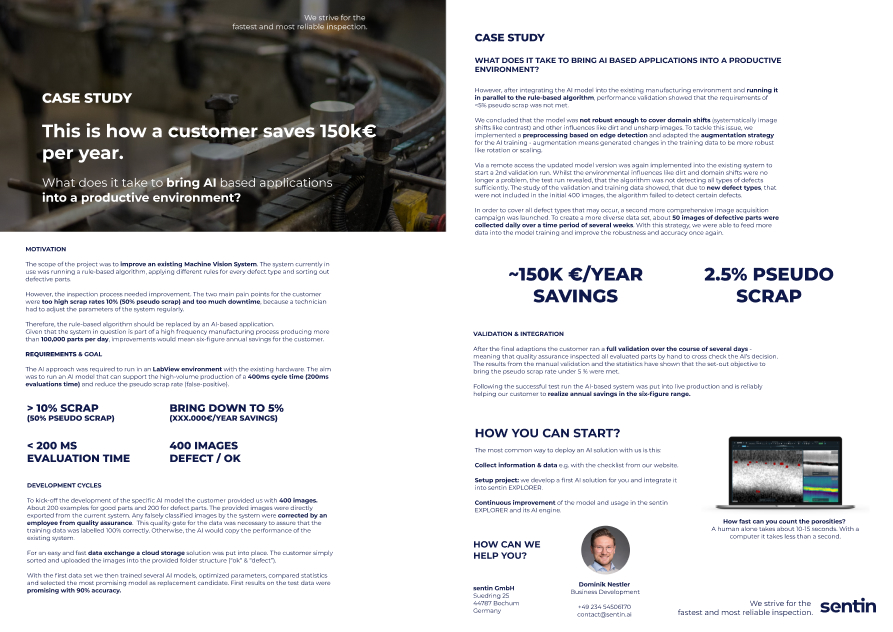
Wie schnell können Sie die Poren in dieser Schweißnaht zählen? Ein Mensch braucht etwa 9 Sekunden. Der Computer braucht ein paar Millisekunden. Können Sie sich vorstellen, wie schnell es geht, wenn ein Mensch für die komplette Bildauswertung 9 Minuten braucht?
*Beispiel: 9s für die menschliche Zählung, 0,5s für die KI und die Anzeige der Ergebnisse. Die Ergebnisse können je nach Bildauflösung, Qualität, Hardware, Netzwerk usw. abweichen.
Was wir anbieten?
Automatisierungslösungen, Künstliche Intelligenz und digitale Dienstleistungen.
Entwicklung neuer digitaler Werkzeuge und Produkte zur Bewältigung aktueller Herausforderungen, z.B. demografischer Wandel oder Klimawandel.
Wir bringen Künstliche Intelligenz in Ihre Prüfprozesse.
Implementierung Ihrer digitalen Prüfinfrastruktur, z. B. in der Cloud.
Produkte & Services
Software Produkte:
sentin EXPLORER - Die Bild-Auswertesoftware mit Künstlicher Intelligenz.
Mehr...
Asset Collector - Die Smartphone-App für die industrielle Geräte- und Typenschilderfassung. Mehr...
„Bei der Zusammenarbeit mit sentin habe ich gemerkt, dass moderne Technologien wie Künstliche Intelligenz in der Industrie angekommen sind. Besonders die Kombination von konventionellen und KI-Algorithmen können einen echten Mehrwert für die Digitale Radiographie und ZfP bieten.“
Dr. Uwe Ewert Experte für (Digitale) Radiographie
Professor und Direktor außer Dienst
u.A. langjähriger Vorsitzender des Fachausschusses “Durchstrahlungsprüfung” bei der DGZfP
sowie ehemaliger Fachbereichsleiter bei der BAM und aktiv bei der DGZfP
Mitglied in diversen Normausschüssen der ISO, CEN und ASTM
erhielt den Berthold-Preis der DGZfP (2005), die Röntgen-Medaille der Stadt Remscheid (2009) und den Briggs Award der ASTM-International (2010).
Nehmen Sie Kontakt auf.
Für alle, die an diese Technologie glauben, werden wir einen Weg zur Zusammenarbeit finden. Unabhängig davon, wo Sie bei der Digitalisierung stehen, helfen wir Ihnen bei der Bewertung und Umsetzung digitaler Lösungen, die Ihren aktuellen Bedürfnissen entsprechen.
Sei es die Archivierung und Digitalisierung von Daten und Berichten, die Automatisierung bereits bestehender Prüfprozesse oder die Schaffung neuer hochwertiger Dienstleistungen auf der Basis von Technologie. Wir unterstützen Sie gerne.
Wenn Sie nicht an das Potenzial von KI und Digitalisierung glauben, können Sie sich in einem unserer Management-Kurse schulen lassen.
Ist Ihr Unternehmen bereit für KI & Machine Vision Projekte?
Unsere Software & Entwicklung
Vereinfachen und beschleunigen Sie Prüfprozesse mit unserer Software, dem sentin EXPLORER. Nutzen Sie vorgefertigte Algorithmen oder konfigurieren Sie sich die Erkennung so, wie Sie sie brauchen.
Um den erfolgreichen Start in die Arbeit mit KI zu meistern, beginnen wir mit unseren Kunden meist im Rahmen eines Entwicklungsprojekts.
Die Künstliche Intelligenz (KI) unserer Software nutzen unsere Kunden, als digitalen Kollegen, der in Sekundenbruchteilen Einheiten zählen, auf Auffälligkeiten prüfen und Musterabweichungen erkennen kann.
Unser Produkt steht für Verlässlichkeit und Genauigkeit, damit unsere Partner schneller und sicherer prüfen & auswerten können – egal, ob Sie die Auswertungen im sentin EXPLORER anzeigen möchten oder die Algorithmen in bestehenden Prüfanlagen oder Softwarelösungen integrieren wollen.
Wir verwenden Cookies, um Ihnen die bestmögliche Erfahrung auf unserer Website zu bieten. Alle Daten werden anonym ausgewertet. Bitte wählen Sie, welche Cookies verwendet werden sollen. Mehr erfahrenEinstellungen / ErforderlicheAlle akzeptieren
Datenschutz- & Cookie-Richtlinie
Datenschutz
Diese Website benutzt Cookies, die für den technischen Betrieb der Website erforderlich sind und stets gesetzt werden. Andere Cookies, die den Komfort bei Benutzung dieser Website erhöhen, der Direktwerbung dienen oder die Interaktion mit anderen Websites und sozialen Netzwerken vereinfachen sollen, werden nur mit Ihrer Zustimmung gesetzt.
Notwendige Cookies sind unbedingt erforderlich, damit die Website ordnungsgemäß funktioniert. Diese Kategorie enthält nur Cookies, die grundlegende Funktionen und Sicherheitsmerkmale der Website gewährleisten. Diese Cookies speichern keine persönlichen Informationen.
Alle Cookies, die für die Funktion der Website nicht besonders erforderlich sind und speziell zum Sammeln personenbezogener Benutzerdaten über Analysen, Anzeigen und andere eingebettete Inhalte verwendet werden, werden als nicht erforderliche Cookies bezeichnet.
Bevor Sie gehen...
Ist Ihr Unternehmen bereit für KI & Machine Vision Projekte?