Laser Welding is a modern technology in the field of welding. Due to its complexity and precision the process can benefit from optimization. To analyze and test the welding process in detail simulation software offers a great potential. Simulation and digital twins are key technolgies for industry 4.0 and can save time and money.
This publication is a guest article of Allyce Jackman – CFD Engineer at Flow Science, Inc. They offer innovative solutions for the most difficult CFD problems with their software FLOW-3D.
Content
What is Laser Welding?
Laser welding is a cutting-edge process for joining materials using a laser source. Lasers have evolved over time, starting with gas lasers such as CO2, which operate in a continuous mode and are typically of a higher power. Later came solid-state lasers such as Nd:YAG, which can operate in both pulse and continuous modes. More recently, fiber optic lasers have been developed to enable high power welding in either pulsed or continuous modes with a greater range of flexibility.
Beyond joining, lasers are also used in other welding processes including laser brazing, which is common in automotive manufacturing, and laser soldering, which is common in electronic manufacturing. These processes use a filler material with a lower melting temperature to bond close fitting parts with minimal heat affected zones and visually appealing surface finishes. Another process which falls under this umbrella is laser cladding which is a method used for metallurgical coating as well as additive manufacturing processes for building 3D parts. Laser cladding uses either a powder or wire feed to deposit material by use of a continuous laser.
What are the Advantages of Laser Welding?
Using a laser source for joining and depositing materials offers advantages over other welding methods due to the versatility and accuracy of the laser welding process. Lasers allow for better control of the heated area which results in less heat affected zones that can result in deformations, while also providing flexibility in terms of range of motion and beam profiles.
What are common Defects in Laser Welding?
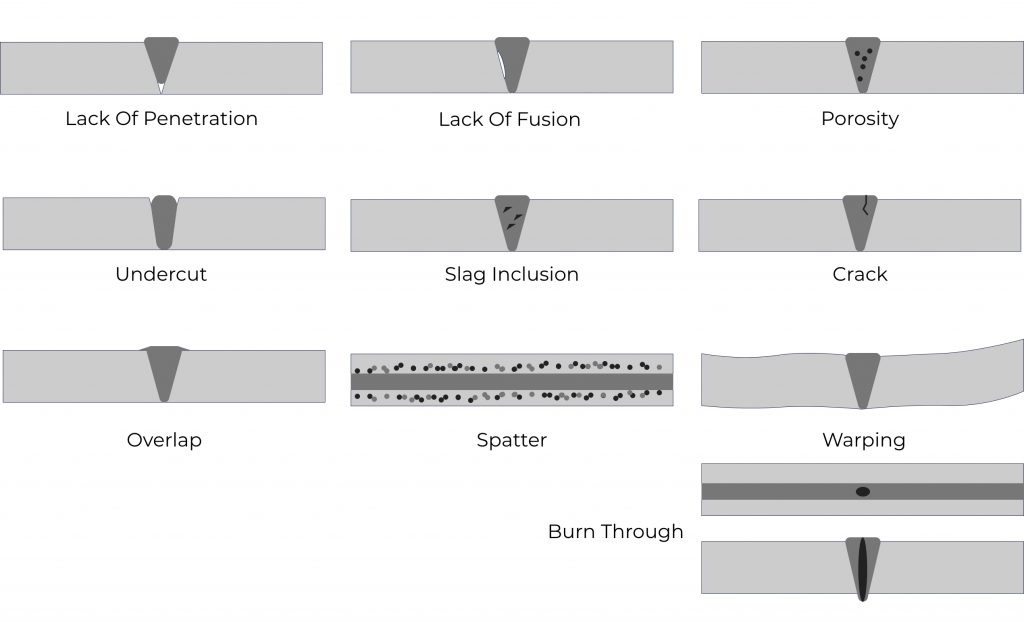
Of course, as with any welding process, there are certain defects that can arise which impact the strength and uniformity of the weld. Some common defects that are seen are lack of fusion, porosity, and spatter. These defects can arise due to instabilities in the melt pool which can be a function of material properties and processing parameters. Lack of fusion usually occurs when there is not enough heat transferred into the joint and a uniform bond is not accomplished. This can lead to brittleness, cracking, and the presence of voids.
Porosity forms as a result of a series of voids which propagate from instabilities in the melt pool. This is a typical defect in keyhole welding, where the laser beam penetrates deep into the material and forms a large opening where heat and vapor collect and continue to sustain the opening. Porosity may occur when cold zones form at the top of the keyhole and there is momentary keyhole collapse, entraining air in the melt pool, which is then captured by the solidification front.
- Lack Of Fusion
- Spatter
- Porosity
Learn more about welding defects here: The 10 Common Weld Defects You Should Know
How to optimize Laser Welding? Simulation!
Identifying the sources of these defects and optimizing process parameters to minimize them can be challenging in an experimental space, as this requires many physical trials with accompanying destructive testing methods. An alternative way to iterate on process parameters is to use high fidelity numerical modeling, and transfer many of the process design studies to a simulated environment.
Technologies like simulation and digital twins are important technologies for the movement of NDT 4.0 (non-destructive testing).
Here is an example of a laser powder bed fusion simulation in FLOW-3D AM done by Mohamad Bayat at Technical University of Denmark, looking at porosity formation as it relates to laser parameters and material properties.
Most numerical modeling of laser welding and additive manufacturing processes is done with FEA approaches (“Finite Element Analysis”) looking at thermal stresses, distortion, and cracking. These types of models inform a part-scale analysis and are useful for doing big picture parametric studies. However, there are few tools available for doing micro- and meso-scale analysis of melt pool dynamics which require high fidelity models including fluid flow, heat transfer, phase change, and laser-material interactions as they relate to laser setting such as power, distribution, speed, and scan paths, as well as additional physics such as laser reflections and shield gas effects. FLOW-3D WELD has been uniquely designed to accurately model the melt pool dynamics at the micro and meso scales which gives insights into process dynamics which are difficult, if not impossible, to capture with conventional experimentation.
Which factors influence the Weld Quality?
In any laser welding process, there are many factors which will influence the weld quality including material properties, laser settings, scan paths, and shield gas effects. High fidelity CFD modeling allows for melt-pool scale analysis, which is where many defects originate and propagate from. For instance, when working with zinc-coated steels, a material used in automotive and industrial applications to prevent corrosion, it’s challenging to prevent spatter (material ejection due to high vapor pressures) because of the low boiling point of the zinc-coating compared with the steel alloy of the base material. This early vaporization can lead to a buildup of vapor pressure in the melt pool which can have high ejection velocities leading to spatter. CFD simulations allow for streamlined parametric studies looking the effects of different scan paths, laser powers and distributions on temperature and pressure gradients within the melt pool which can be used to develop process windows and optimal scan strategies to limit defects like spatter.
Here is an example of a study looking at oscillation welding of zinc-coated steels which was done as a collaboration by researchers at Shanghai Jiao Tong University and General Motors. The simulation was compared directly with experimental results and then used to develop a modified welding schedule which significantly reduced the presence of spatter during production.
Case Studies: Single vs. Multicore Beams
For instance, if you are interested exploring multicore beam configurations, but only have access to a single core laser, you can use simulations to determine whether adding this technology is worth your investment. The following video is an example of multicore beam configurations which was done by Allyce Jackman at Flow Science and shows how varying the diameter and number of rings can have a profound impact on the stability of the melt pool.
The simulation software used (FLOW-3D WELD) is able to account for all parameters that are unique to any specific process. All material properties, laser properties, and shield gas effects are input by the user which gives a significant amount of freedom for exploring new or novel materials and processes. In addition to this, simulation also provides a streamlined platform for doing large scale parametric and optimization studies. When identifying optimal parameters for welding schedules such as laser power, distribution and scan paths, simulations give the flexibility to explore combinations parametrically by varying individual parameters and tracking the effects, and also allows you to explore configurations which are beyond the capabilities of the specific technology available in your lab.
In addition to multicore configurations you can also use it to understand the difference between using a pulsed vs continuous laser and make an informed decision on which will be optimal for any given process. Here is another example of Allyce’s work looking at this comparison:
How do I verify the Laser Welding Optimization? NDT!
When you have applied the parameters of the simulation to your real-world laser welding setup you have to monitor the process. You carefully have to check if the desired goal e.g. less porosity has been achieved. Non-destructive testing (NDT) allows you to verify the results without damaging the weld. Automatic systems that perform e.g. Digital Radiography (DR) allow to evaluate images of welds and products.
A problem while performing non-destructive tests is the interpretation/evaluation of the defects. Therefore, software solutions like the sentin EXPLORER support inspectors with an assisted or automatic interpretation of those images using artificial intelligence. The goal for those solutions is to improve the Probability Of Detection (POD) and make the weld inspection safer & more accurate. The use of artificial intelligence is another important aspect of industry and NDT 4.0.
When you track the results, you can use these insights and statistical methods to verify the optimization and adapt your simulation and parameters. Therefore, a feedback loop including simulation, real world testing & inspection can improve your welding process.
If you want to learn more: What is the POD – Probability Of Detection in NDT?
About The Author:

This publication is a guest article of Allyce Jackman – CFD Engineer at Flow Science, Inc. Allyce focuses on modeling melt pool dynamics in laser welding and additive manufacturing processes. Flow Science develops the CFD software FLOW-3D which is a widely used free surface CFD code that has been specifically designed to model laser-material interactions. Allyce studied mechanical engineering at the University of New Mexico before joining Flow Science in 2018.